製品
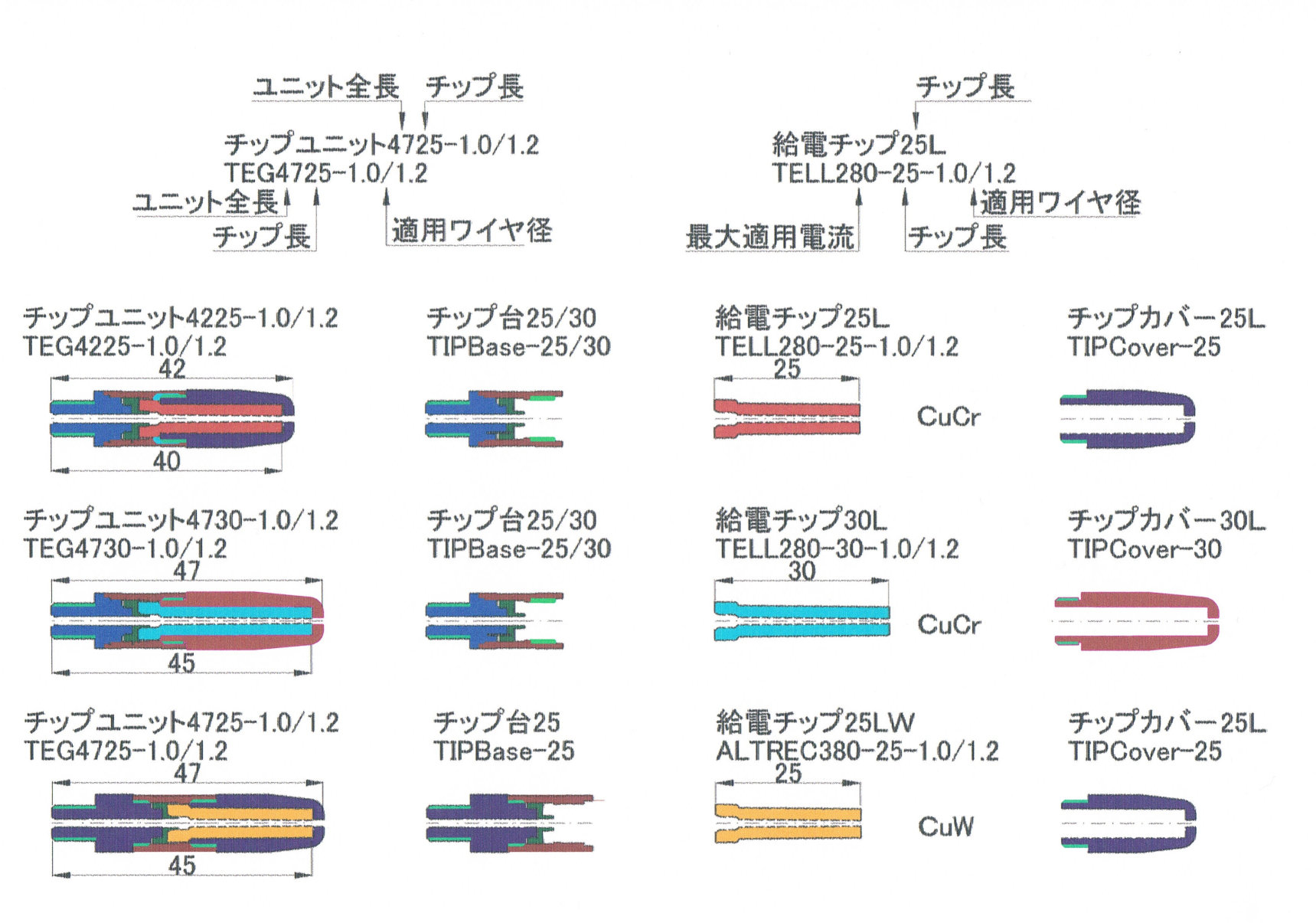
長寿命溶接チップ TEGシリーズ
既存のチップと交換するだけで使用できます
◆製品カタログ
◇TEG-350の利点

世界最新の長寿溶接チップTEG-350では1回のチップ交換で40kgの
溶接でも溶接狙いブレが少なく、アーク条件も安定しているため、加工
コストを大幅に低減することが可能です。
・溶接電流の変動幅の改善
■性能実験方法:
溶接法をCO2溶接法、パルスマグ溶接法の2種類とし、ワイヤ送給速度をCO2溶接法
では767cm/min、パルスマグ溶接法では800cm/minとして各々適正アーク電圧
にて、溶接速度60cm/minの条件で9t軟鋼板にビードオン溶接を行い、
溶接電源(ダイヘン製DP350)の前面パネルのデジタル電流計より溶接電流を
読み取った。
■結果:
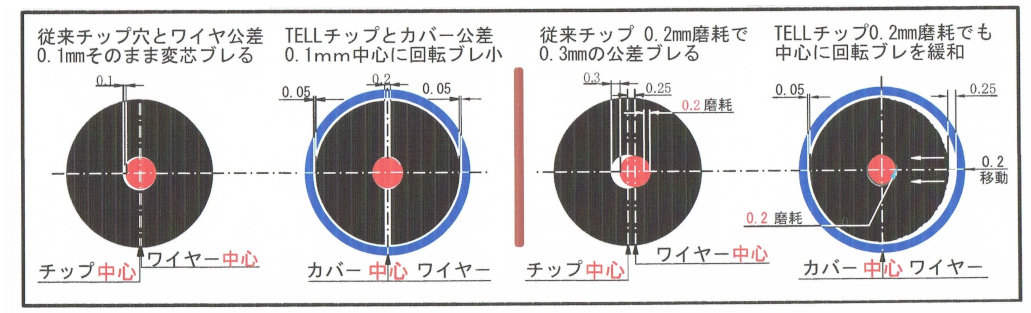
両溶接法とも従来チップに比べ、TELL-30チップの方が溶接電流のバラツキ範囲
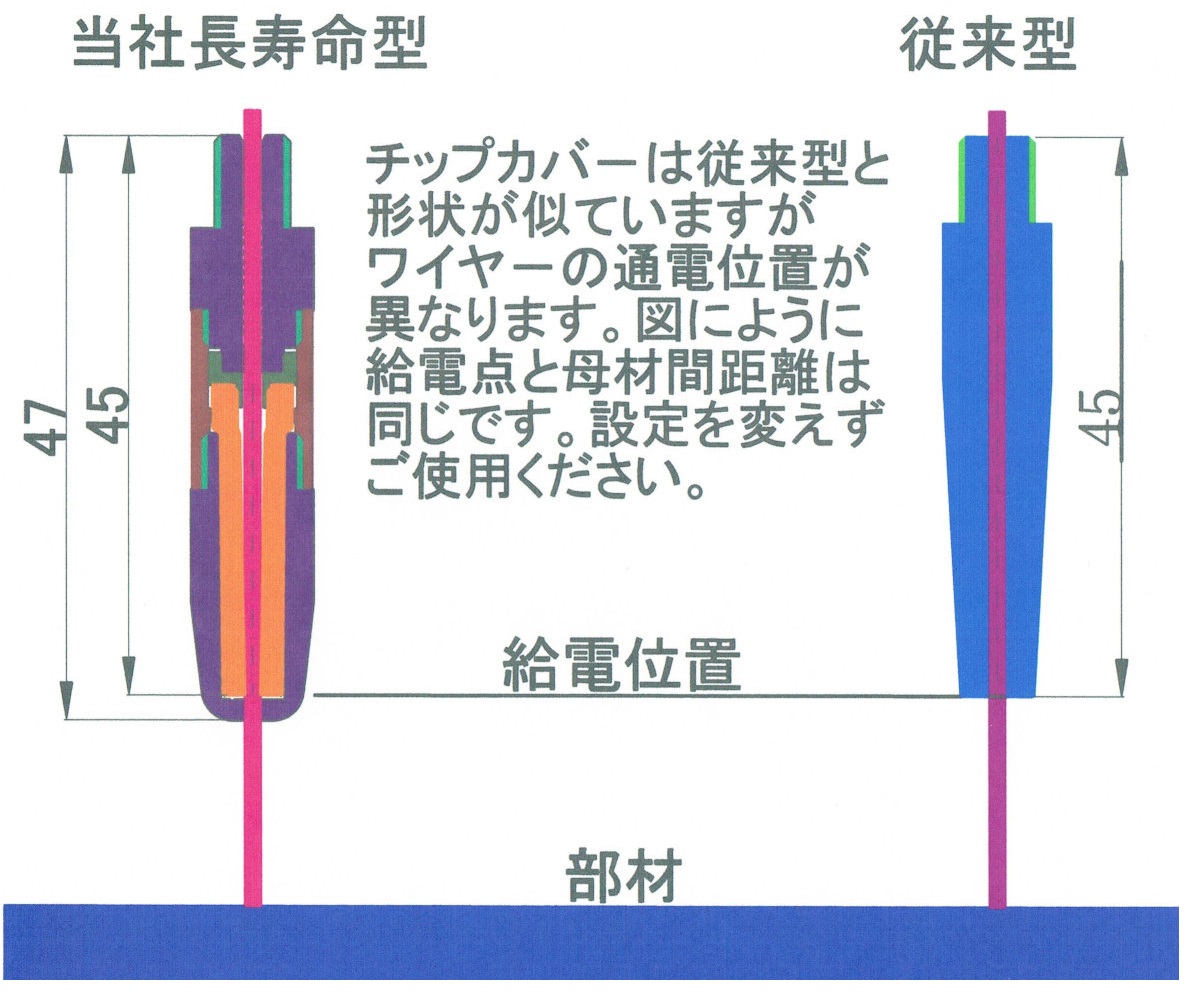
が少ない結果を得た。これら、チップ先端での強制給電により給電の安定、給電位置
のバラツキがなくなり安定した連続アークを維持できた事からこの結果を出した。
又、電流の範囲の位置がTELL-30の方が低いのはチップユニットの先端に5mmの
セラミックガイドを取り付けた為、チップ自体と溶接材料の距離が長くなり、
その分電流値が低下しているのが原因である。
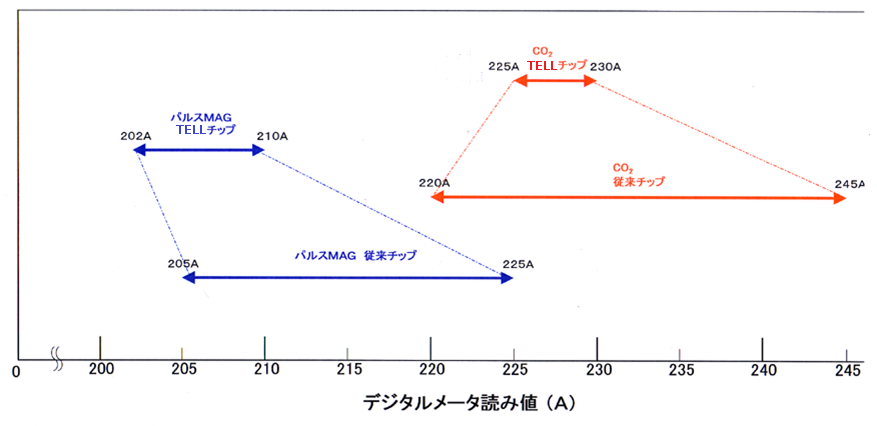
チップの違いによる溶接電流変動の比較
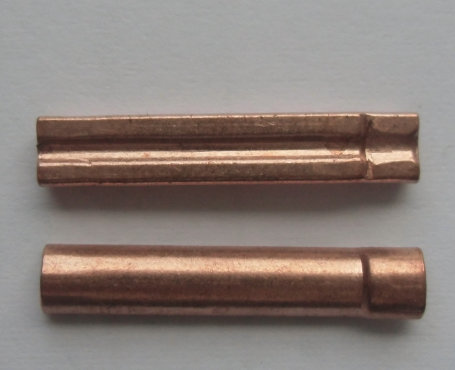
・給電チップ摩耗量の低減
| 半割チップ | 先端溝深さ,μm | 溝深さの増加 分, μm |
穴径の増分 (チップ1、2の溝深さ増分の和), μm | 試験片数, 枚 | 全溶接長, m | 備考 |
| 1-A-1 | 569.6 | 244.5 | 408.4 | 62 | 171.7 | クロム鋼 根元で給電 |
| 1-A-2 | 489 | 163.9 | ||||
| 3-E-1 | 324 | -0.9 | 11.9 | 56 | 155.1 | クロム鋼 チップ溝改良 |
| 3-E-2 | 337.9 | 12.8 | ||||
| 6-H-1 | 374.6 | 49.5 | 60.1 | 52 | 144 | 純銅チップ チップ溝改良 |
| 6-H-2 | 335.7 | 10.6 | ||||
| 7-I-1 | 399.9 | 74.7 | 119.7 | 58 | 160.6 | クロム鋼 260A 〜 270Aで溶接 |
| 7-I-2 | 370.1 | 45 | ||||
| 未使用チップ | 325.1 | |||||
| 従来チップ | 穴径 1.67mm | 28 | 77.6 | 20kgで溶接中止 |
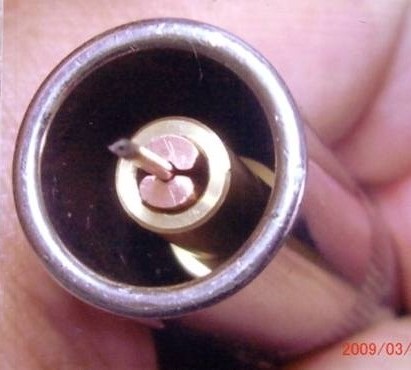
◇TEG-350を用いて溶接を行ったときのビード外観とノズル付着スパッタ
溶接条件
・溶接法:パルスマグ溶接 ・チップ:TELL-30チップ ・溶接速度:50cm/min
・ext:16mm ワイヤ送給速度:800cm/min
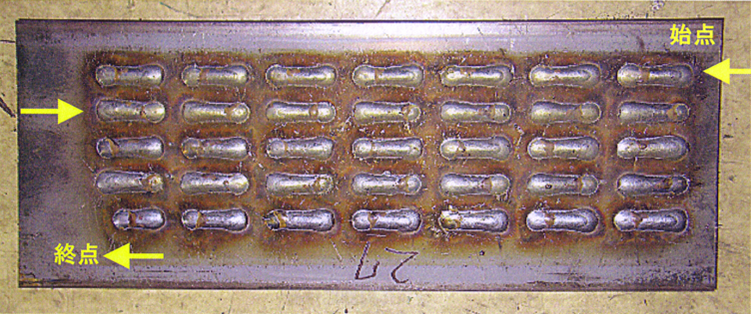

ビード外観 ノズルに付着したスパッタ (0.2g/min)
